
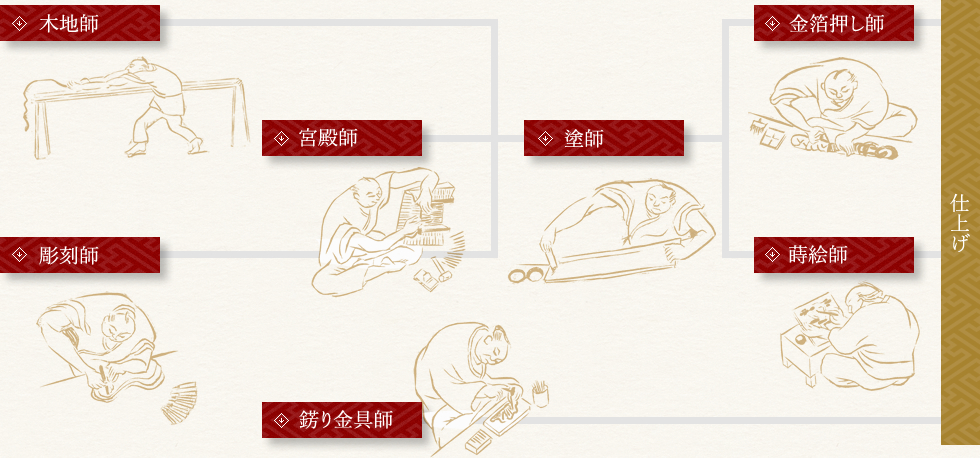
古くから、職人たちが集落を作り、物流を簡素化。
一貫して仕上げる方法をとることで技術が守られ、高品質な仏壇を作ることができていました。
かざ

豪華さを演出し堅牢度を増すためにお仏壇の随所に使われる装飾金具を作ります。
使われる材質は主に銅と真鍮。金、銀、白金を使うこともあります。これらの金属板に墨で金取りをして切り出し、タガネと金槌を使って、主に毛彫り、地彫り、上彫りの3つの技法を駆使しながら各種意匠を彫り出していきます。
毛彫りとは、線状に意匠を彫っていくもの。最もシンプルな技法です。簡単な彫り方のようですが、一度打ったところは二度と打てないため、数年の修行は不可欠と言われる伝統の技です。お仏壇の中では雨戸や内回りに使われています。地彫りは絵柄が立体的に浮き上がるように、たたき出しながら彫り上げる彫り方。錺り金具師として最高の技の一つであり、これができるようになるには10年以上の熟練が必要。できる人はそれほど多くありません。まず、金属板を熱でなまして、たたき出しやすくします。表面を酸で洗った後、樫の木のたたき台に山盛りに盛った松やにの上に置いて固定、何回も何回も同じところを打ちながら立体像をたたき出していきます。お仏壇では前柱や段廻りなどに使われています。上彫りとは仕上げ彫りのこと。細部の表情を細かく彫り出す作業です。このほか、毛彫りの「筋」の代わりに「溝」で描く「透き彫り」もあります。雨戸の蝶番や閂、仏壇の周囲に多用される彫り方です。
いずれの工程も、大きく分けると4種類、細かく分ければ何百種類にも及ぶさまざなな形状のタガネを瞬時に、そして巧みに使い分けて最適な加工を施します。どの部分のどんな表現にどのタガネを使うかは長年の経験だけが知っている世界です。
 職人が最も悩むのが、やはり木彫の場合と同じく「図案」。同じ龍の意匠でも職人によっては表情も味わいも異なるものに仕上がります。京都の錺り金具師は分業で作業しますが、大垣では図案から仕上げまで一人の職人が手がけるのが特徴で、元々は鎧兜などの武具に使われた技術だと言われています。
職人が最も悩むのが、やはり木彫の場合と同じく「図案」。同じ龍の意匠でも職人によっては表情も味わいも異なるものに仕上がります。京都の錺り金具師は分業で作業しますが、大垣では図案から仕上げまで一人の職人が手がけるのが特徴で、元々は鎧兜などの武具に使われた技術だと言われています。

仏壇独特の神聖な空間を創り出すのための「さまざまな意匠を彫り込んだ木の飾り」を作るのが役割です。
図柄は主に十六羅漢、八羅漢、雲、花鳥、四君子、天人、菩薩など。お客様の要望によって独自の意匠を彫ることもあります。材質は欅、桧、姫小松などです。かつては桧が高級品とされ主流でしたが、今は松が主に使われています。
まず、紙に下絵を描き、カーボンで木地に写します。木工ミシンで大まかに切り出した後、ノミで「粗彫り」してほぼ目的の意匠を浮かび上がらます。最後に仕上げ彫りで高低や立体感、勢いなどを表現して整えれば完成です。この中で最も高い技術が要求されるのは「粗彫り」工程。仕上げ彫りは丁寧に時間をかけさえすればほぼうまくいきますが、粗彫りの段階で失敗すると、意匠そのものが台なしになることがあるからです。雲一つとっても粗彫りのでき具合で勢いが変わってきます。1個所でも欠けてしまうと、それだけで全体がだめになってしまうため、最も緊張する作業です。ものによっては数の厚さの木材から立体像を彫り出しますが、カーボンで写し取った紙の絵柄はあくまでも平面。そこから立体像を推測しながら、全体の姿を力強く掘り出していくには、かなりの熟練技が必要となります。
仕上げ彫りでも、どこまで彫り込んだら手を放すかの見極めが求められ、小刀(こが)、丸刀(がんとう)、平(ひらとう)、三角刀、曲がり刀などと呼ばれる彫刻用の独自のノミ、何百種類を使い分けて、あたかも命があるかのような生き生きとした木彫に仕上げるのです。
 お客様のご注文をいかに豊かに表現するか。最もセンスが要求される下絵づくりの工程では、最終的な立体感や使用する木材の材質までしっかり理解してから作業に入ります。立体像を平面の紙に表現する独特の描画法で描きます。よく要望のある獅子、龍、鳳凰、麒麟などは架空の題材だけに、職人の絵画的センスや仏典、故事などへの造詣が問われる作業でもあります。
お客様のご注文をいかに豊かに表現するか。最もセンスが要求される下絵づくりの工程では、最終的な立体感や使用する木材の材質までしっかり理解してから作業に入ります。立体像を平面の紙に表現する独特の描画法で描きます。よく要望のある獅子、龍、鳳凰、麒麟などは架空の題材だけに、職人の絵画的センスや仏典、故事などへの造詣が問われる作業でもあります。
きじ

お仏壇の部材のほとんどが欅、桧、松、杉などの木材です。白木や透き漆仕上げ場合は堅い欅、黒塗りや金箔仕上げの場合は軟らかな桧や檜葉が用いられるます。この木材から宮殿(くうでん=屋根)と木彫以外の部品を切り出し、かんなをかけて仕上げるのが木地師の役割。この仕上がりが後のさまざまな加工のでき栄えを大きく左右するだけに、仏壇づくりの最も基礎となる作業であり、最も大切な工程だとも言えます。
設計図に相当するのは「杖」と呼ばれる1本の角材。ここにすべての部材の寸法が墨の線で記してあります。長年の経験と勘で大きな材木から何百という細かな部品を的確に切り出していきます。
そこには伝統に裏づけらた巧の技が息づいています。一般の大工との違いは、まず細工がとても細かいこと。堂升と呼ばれる天井を支える部分だけでも200~300もの小さな部品で構成されており、これらを一つ一つ正確に切り出してかんなをかけ、仕上げていかなければなりません。
しかも、後で漆塗りなどで厚くなる分を見込み、塗りしろ分ゆとりのある寸法取りが求められます。こうした精密な加工を可能にするため、仏壇づくり専用のものを含めて数十種類の道具を使い分け、着実に切り出していきます。「小刀(こがたな)」「丸刀(がんとう)」と呼ばれるノミや、反った形状の部分を削る「南京がんな」などは、一般の大工さんは滅多に使わない道具です。職人さん一人一人の手による自作の道具も少なくありません。
 さらに、材質を見抜く目も求められます。木には「アテ」と呼ばれる反りの出る部分があります。中には1本の木の3分の1がアテの場合もあり、素人では見分けられないこのアテを的確に見つけて避けて木取りをするのです。
さらに、材質を見抜く目も求められます。木には「アテ」と呼ばれる反りの出る部分があります。中には1本の木の3分の1がアテの場合もあり、素人では見分けられないこのアテを的確に見つけて避けて木取りをするのです。
小さい木で1年ほど、大きな欅ともなると5年は寝かせて乾燥してから加工するのですが、それでも将来の反りなどを考えて、正面には柾目を使うなどの材料の使い分けも必要となってきます。一人前になるのに最低でも数年。奥の深い技です。

英語で磁器のことをチャイナ、漆をジャパンと呼ぶように漆塗りは日本ならではの伝統工芸技術です。日本的な味わいと深味のある風合いを醸し出す塗り師の仕事は、お仏壇づくりに欠かせないものです。風合いだけでなく、漆は日本の風土に最も合った表面加工技術でもあります。春夏秋冬の四季の変化に合わせてうまく伸び縮みし、優れた耐久性を発揮してくれるからです。
漆の特性とあの美しさは、たくさんの手間と時間をかけて初めて誕生します。まず、木地師の仕上げた部材にペーパーをかけて表面を滑らかにします。木に含まれているヤニが上がってこないようにヤニ止めをした上で、砥粉、ニカワで作ったドロ下地を塗り、漆塗り専用の特殊な炭で表面を磨き上げます。ここまで下地が整ってから、ようやく漆の出番です。薄く均等にムラのないように漆を塗っていきます(中塗り)。使うのは牛の毛のハケ。昔は女性の頭髪のハケを使いました。塗り終えると1週間から10日間ほど乾かします。十分乾いたら「するが炭」で磨き上げ漆を均等に塗っていきます(仕上げ塗り)。
普及品の場合はこれで完成ですが、高級品の場合は、呂色炭で磨いだ上で「呂色仕上げ」を施します。まず、できた羅紗布に呂色炭の粉末をつけて表面を磨きます。一晩おいて、呂色漆をすりこむように塗り、再び呂色炭で磨きます。この工程を3回ほど繰り返し、仕上げに種油を炭粉とすりこんで磨きます。
ひとつの塗りが完成するのに最低でも1カ月はかかる手間ひまかけた技。漆塗りの美は時間の経過が生み出した美でもあります。漆塗りの大敵はホコリ。どんな小さなホコリであっても目立ってしまうため、ホコリを避けるために上半身裸で作業する職人さんもいるほどです。さらに、漆は湿度が高いほど早く乾くので、ムラなく塗るには漆の乾き具合を肌で感じられるほどの熟練が必要。特に梅雨時は職人さん泣かせです。
最近では化学塗料を使用するケースも増えていますが、やはり本漆の美しさには遠く及ばず、伝統の技の奥深さが実感されます。

お仏壇が顕現する絢爛豪華なお浄土の世界の雰囲気は、金の持つ上品な輝きと味わいによってもたらされています。金をたたいて極限まで薄く延ばした「金箔」を張り付ける金箔押し師の技によるものです。また、金は化学的にとても安定しており、光沢があって錆びず変色が少ないなど、金箔で覆うことによってお仏壇の耐久性が高まる利点もあります。
お仏壇に使う金箔は24金(純度94%以上)。金はあらゆる金属の中で最もよく伸びる性質がありますが、銀と銅を少し混ぜればさらによく延びるからです。1gの金を3kmの針金状に、10円硬貨状の金を畳1枚分に延ばすことができるようになります。この合金を熱を加えながら圧延していき、数十ミクロンの厚さになった時点で小さく切って灰汁による処理を施した和紙の間に挟み、木槌や機械で打ち延ばしていきます。最後は厚さ1万分の1mm。明かりに透かせば向こうが見えるほどの薄さになります。
金の持つ輝きを失うことなく、均一の厚さに伸ばしていくこと自体が巧の技ですが、それを広い平面や細かな立体細工の表面にくまなく張り付けていく金箔押し師の世界も、熟練なくては成立しない世界です。1枚の大きさは3寸6分角(約11cm)が主流ですが、4寸2分角(約12.6cm)のものもあり、四尺三方の金仏壇に約1000枚~1500枚の金箔を使用します。
金箔は漆で貼り付けます。最も熟練を要するのは、部材に塗った漆の乾き具合の判断。30分から1時間程度乾かしてから貼りますが、早す過ぎると金箔の艶が減り重い感じに仕上がります。逆に遅すぎると金箔が切れるなどうまくつきません。漆の乾き具合は湿気で決まります。 湿気が多いほど早く乾き、春夏秋冬、晴れか雨かの天候にも大きく左右されてしまい、最後は職人の勘がものをいいます。張り付けた後は1時間程度おいてから、真綿でなでて浮いた部分を吸い込ませ、余分な金箔を取り除きます。これも早すぎず遅すぎないタイミングの見届けが求められます。特に面積の大きな板状のものに張り付ける場合は集中力が必要で、職人は呼吸を静め、心を整えてから作業に臨みます。
湿気が多いほど早く乾き、春夏秋冬、晴れか雨かの天候にも大きく左右されてしまい、最後は職人の勘がものをいいます。張り付けた後は1時間程度おいてから、真綿でなでて浮いた部分を吸い込ませ、余分な金箔を取り除きます。これも早すぎず遅すぎないタイミングの見届けが求められます。特に面積の大きな板状のものに張り付ける場合は集中力が必要で、職人は呼吸を静め、心を整えてから作業に臨みます。
まきえ

唐木の風合い漆の深い味わい金箔の上品なきらびやかさ……お仏壇の風合いにアクセントを加えてくれるのが蒔絵です。蒔絵とは漆で意匠を描き、その上から金や銀の粉を蒔きかけて仕上げる装飾法で、錺り金具や木彫品とはまた違ったしぶい輝きがお仏壇の美を深めてくれます。金そのものを張り付けて描く中国の技法が日本に入って変化したものだと言われており、金粉などを蒔くから蒔絵と呼ぶようになったという説もあります。
まず、裏に黄色い粉を塗った紙に下絵を描いて部材に写し取り、絵柄に沿ってベンガラ入りの漆を盛り上げるように塗っていきます。特に繊細な細い線は葦場に住む特殊なネズミの毛の筆を用います。この毛の筆が最も滑らかに少しずつ途切れずに漆を毛先に補給できるからです。このとき、むらにならないように注意深く作業を進めなければならず、熟練職人でないと漆が縮んで絵柄が台なしになってしまいます。漆ではなく特殊なペンキも用いられますが、仕上がりの美しさは漆にはかないません。
しばらく乾かした後、再び漆を塗って再度乾かします。金粉を蒔くのはこの後。6時間ほど乾かしてから蒔きますが、このタイミングがとても難しく、適切な時期は15分ほど。早すぎず遅すぎないその15分を見つけるために、職人たちは漆に息を吹き掛けて、乾き具合を確認しながら待ちます。
その後、さらに異なる色の金粉(銀を含んだ青金など)を蒔き、絵柄の輪郭部分に黒や赤の漆を入れていきます。乾かした後、炭などで絵柄を研ぎ出します。
場合によっては金粉だけでなくアオガイの貝殻を置くなど、職人によってさまざまな 試みがなされています。のための道具の工夫も職人の腕の見せどころ。自作の道具を開発して新しい効果を生み出すのも蒔絵師のだいご味の一つです。塗師の場合と同じく、蒔絵でもホコリが大敵。昔の輪島の蒔絵師たちが窓の一切ない部屋の中で裸で作業していたのも、ホコリを防ぐためでした。
試みがなされています。のための道具の工夫も職人の腕の見せどころ。自作の道具を開発して新しい効果を生み出すのも蒔絵師のだいご味の一つです。塗師の場合と同じく、蒔絵でもホコリが大敵。昔の輪島の蒔絵師たちが窓の一切ない部屋の中で裸で作業していたのも、ホコリを防ぐためでした。
現在は蒔絵と同じ効果を生み出す印刷方法も開発されていますが、やはり本格的な蒔絵の深みには及びません。
くうでん

宮殿はお仏壇の中央にあって、ご本尊を安置する最も神聖で最も大切な空間です。いわば“仏壇の中の仏壇”とも言える場所。宮殿師の役割は、細かな細工の屋根をいただいたこの空間を、華麗にそして美しく組み上げることです。
中心となる技法は「桝組み」と呼ばれる350年の伝統を誇る技。何百個にも及ぶ小さな部品を組み合わせて、宮殿本体下の木組みを緻密にくみ上げていきます。
まず約200個の組子をボンドで接着しながら組み合わせ、中央、左右一組ずつの桝組みをつくります。
それを約500個の組子桝組の組合わせ部分に付け、中央部は4~5段、左右は4段の桝組みを重ねていきます。
さらに、中央、左右の桝組みの下段へ大桝(約19個)を接着した後、手先と隅手先を接着して完成します。
全行程が極限と言っていいほど細かな作業で、失敗が一切許されません。墨、鋸、ノミ、小刀、操小刀、鉋のほか、最近では電動式の昇降盤、超仕上げ鋸、電動鋸、ミシン鋸、手押鋸などの道具を駆使しながら、細心の注意を払いながらくみ上げていく、気の抜けない作業です。
 木地師の段階で反りや割れのない良質の材料が選ばれているとはいえ、木は生き物。一つ一つ性質が異なり、また使用される木材(主に加工しやすい松、姫小松、檜、ヒバを使用。まれにケヤキも使います)によっても特性が異なるだけに、それらを配慮しながらくみ上げていく能力が求められます。
木地師の段階で反りや割れのない良質の材料が選ばれているとはいえ、木は生き物。一つ一つ性質が異なり、また使用される木材(主に加工しやすい松、姫小松、檜、ヒバを使用。まれにケヤキも使います)によっても特性が異なるだけに、それらを配慮しながらくみ上げていく能力が求められます。


0120-89-8109
定休日:火曜日(催事期間中は変更あり)

0120-89-8109
AM9:00~PM6:00
火曜日定休(催事期間中は変更あり)

お仏壇・お仏具の修復専門サイト「修復.com」
〒503-0856
岐阜県大垣市新田町3-10
電話: 0584-89-9800
FAX: 0584-89-9801

